|
 The
field of Nondestructive Testing (NDT) is a very broad, interdisciplinary field that
plays a critical role in assuring that structural components and systems perform
their function in a reliable and cost effective fashion. NDT technicians and engineers
define and implement tests that locate and characterize material conditions and
flaws that might otherwise cause planes to crash, reactors to fail, trains to derail,
pipelines to burst, and a variety of less visible, but equally troubling events.
These tests are performed in a manner that does not affect the future usefulness
of the object or material. In other words, NDT allows parts and material to be inspected
and measured without damaging them. Because it allows inspection without interfering
with a product's final use, NDT provides an excellent balance between quality control
and cost-effectiveness. Generally speaking, NDT applies to industrial inspections.
Technology that is used in NDT is similar to those used in the medical industry;
yet, typically nonliving objects are the subjects of the inspections. The
field of Nondestructive Testing (NDT) is a very broad, interdisciplinary field that
plays a critical role in assuring that structural components and systems perform
their function in a reliable and cost effective fashion. NDT technicians and engineers
define and implement tests that locate and characterize material conditions and
flaws that might otherwise cause planes to crash, reactors to fail, trains to derail,
pipelines to burst, and a variety of less visible, but equally troubling events.
These tests are performed in a manner that does not affect the future usefulness
of the object or material. In other words, NDT allows parts and material to be inspected
and measured without damaging them. Because it allows inspection without interfering
with a product's final use, NDT provides an excellent balance between quality control
and cost-effectiveness. Generally speaking, NDT applies to industrial inspections.
Technology that is used in NDT is similar to those used in the medical industry;
yet, typically nonliving objects are the subjects of the inspections.
What is NDE?
Nondestructive evaluation (NDE) is
a term that is often used interchangeably with NDT. However, technically, NDE is
used to describe measurements that are more quantitative in nature. For example,
an NDE method would not only locate a defect, but it would also be used to measure
something about that defect such as its size, shape, and orientation. NDE may be
used to determine material properties, such as fracture toughness, formability,
and other physical characteristics.
Some NDT/NDE Technologies:
Many people are already familiar with some of the
technologies that are used in NDT and NDE from their uses in the medical industry.
Most people have also had an X-ray taken and many mothers have had ultrasound used
by doctors to give their baby a checkup while still in the womb. X-rays and ultrasound
are only a few of the technologies used in the field of NDT/NDE. The number of inspection
methods seems to grow daily, but a quick summary of the most commonly used methods
is provided below.
Visual and Optical Testing (VT)
The most basic NDT method
is visual examination. Visual examiners follow procedures that range from simply
looking at a part to see if surface imperfections are visible, to using computer
controlled camera systems to automatically recognize and measure features of a component.
Radiography (RT)
RT involves the use of penetrating gamma- or X-radiation to examine material's and
product's defects and internal features. An X-ray machine or radioactive isotope
is used as a source of radiation. Radiation is directed through a part and onto
film or other media. The resulting shadowgraph shows the internal features and soundness
of the part. Material thickness and density changes are indicated as lighter or
darker areas on the film. The darker areas in the radiograph below represent internal
voids in the component.
Magnetic Particle Testing
(MT)
  This NDT method
is accomplished by inducing a magnetic field in a ferromagnetic material and then
dusting the surface with iron particles (either dry or suspended in liquid). Surface
and near-surface flaws produce magnetic poles or distort the magnetic field in such
a way that the iron particles are attracted and concentrated. This produces a visible
indication of defect on the surface of the material. The images below demonstrate
a component before and after inspection using dry magnetic particles. This NDT method
is accomplished by inducing a magnetic field in a ferromagnetic material and then
dusting the surface with iron particles (either dry or suspended in liquid). Surface
and near-surface flaws produce magnetic poles or distort the magnetic field in such
a way that the iron particles are attracted and concentrated. This produces a visible
indication of defect on the surface of the material. The images below demonstrate
a component before and after inspection using dry magnetic particles.
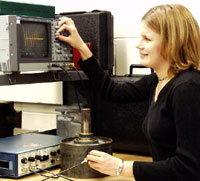
Ultrasonic Testing (UT)
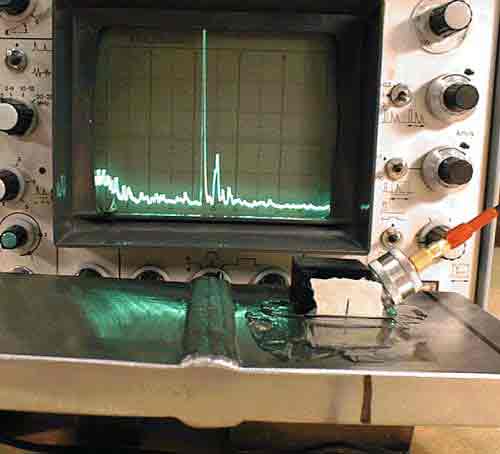 In
ultrasonic testing, high-frequency sound waves are transmitted into a material to
detect imperfections or to locate changes in material properties. The most commonly
used ultrasonic testing technique is pulse echo, whereby sound is introduced into
a test object and reflections (echoes) from internal imperfections or the part's
geometrical surfaces are returned to a receiver . Below is an example of shear wave
weld inspection. Notice the indication extending to the upper limits of the screen.
This indication is produced by sound reflected from a defect within the weld. In
ultrasonic testing, high-frequency sound waves are transmitted into a material to
detect imperfections or to locate changes in material properties. The most commonly
used ultrasonic testing technique is pulse echo, whereby sound is introduced into
a test object and reflections (echoes) from internal imperfections or the part's
geometrical surfaces are returned to a receiver . Below is an example of shear wave
weld inspection. Notice the indication extending to the upper limits of the screen.
This indication is produced by sound reflected from a defect within the weld.
Penetrant Testing (PT)
 The
test object is coated with a solution that contains a visible or fluorescent dye.
Excess solution is then removed from the surface of the object but leaving it in
surface breaking defects. A developer is then applied to draw the penetrant out
of the defects. With fluorescent dyes, ultraviolet light is used to make the bleedout
fluoresce brightly, thus allowing imperfections to be readily seen . With visible
dyes, vivid color contrasts between the penetrant and developer make "bleedout"
easy to see. The red indications below represent a number of defects in this component. The
test object is coated with a solution that contains a visible or fluorescent dye.
Excess solution is then removed from the surface of the object but leaving it in
surface breaking defects. A developer is then applied to draw the penetrant out
of the defects. With fluorescent dyes, ultraviolet light is used to make the bleedout
fluoresce brightly, thus allowing imperfections to be readily seen . With visible
dyes, vivid color contrasts between the penetrant and developer make "bleedout"
easy to see. The red indications below represent a number of defects in this component.
Electromagnetic Testing (ET)
 Electrical
currents (eddy currents) are generated in a conductive material by a changing magnetic
field. The strength of these eddy currents can be measured. Material defects cause
interruptions in the flow of the eddy currents which alert the inspector to the
presence of a defect. Eddy currents are also affected by the electrical conductivity
and magnetic permeability of a material, which makes it possible to sort some materials
based on these properties. The technician below is inspecting an aircraft wing for
defects. Electrical
currents (eddy currents) are generated in a conductive material by a changing magnetic
field. The strength of these eddy currents can be measured. Material defects cause
interruptions in the flow of the eddy currents which alert the inspector to the
presence of a defect. Eddy currents are also affected by the electrical conductivity
and magnetic permeability of a material, which makes it possible to sort some materials
based on these properties. The technician below is inspecting an aircraft wing for
defects.
Leak Testing (LT)
Several techniques are used to detect and locate leaks in pressure containment
parts, pressure vessels, and structures. Leaks can be detected by using electronic
listening devices, pressure gauge measurements, liquid and gas penetrant techniques,
and/or a simple soap-bubble test.
Acoustic Emission Testing
(AE)
When a solid material is stressed, imperfections within the material emit short
bursts of acoustic energy called "emissions." As in ultrasonic testing, acoustic
emissions can be detected by special receivers. Emission sources can be evaluated
through the study of their intensity and arrival time to collect information about
the sources of the energy, such as their location.
|